
Eine M12 Anwendung
Federhärte-IMETER (Ad Hoc)
-- Federhärte(i)meter -- Anwendungsbeispiele --
Prüfung von Zugfedern und Messung der Federhärte
Die Messung der Federhärte an Schraubenzugfedern kann durch e in Ad-Hoc-IMPro (= IMETER-Messprogramm) dargestellt werden. Die vorgestellte Ausführung kann Zug- und Druckfedern für Anwendungszwecke besonders qualifizieren. Im Unterschied zu Verfahren für klassische Zugprüfmaschinen stellen wir hier eine Prüfmethode vor, die die Präzision der Feder nahe an einer Einsatzsituation prüft.
in Ad-Hoc-IMPro (= IMETER-Messprogramm) dargestellt werden. Die vorgestellte Ausführung kann Zug- und Druckfedern für Anwendungszwecke besonders qualifizieren. Im Unterschied zu Verfahren für klassische Zugprüfmaschinen stellen wir hier eine Prüfmethode vor, die die Präzision der Feder nahe an einer Einsatzsituation prüft.
Die Ermittlung der Federhärte (auch Federkonstante oder Richtgröße genannt) erfolgt, indem die Feder zwischen Probenhaltern eingehängt und gedehnt wird, wobei die Kraft gemessen wird. Das Verhältnis von Auslenkung und Zugkraft folgt dem Hookschen Gesetz. Im Gegensatz zum klassischen Zugversuch, wird in diesem Beispiel zur Prüfung eine Anwendungssituation simuliert: Im IMPro wird die Feder über zufällige Auslenkungen mit zufälliger Dehngeschwindigkeit verformt.
Präzisionsfedern werden in Anwendungssituationen eher nicht gleichförmig deformiert wie in Zugprüfmaschinen, sondern mit unterschiedlichen Geschwindigkeiten verschieden weit gedehnt oder gestaucht. Dies tut das IMPro mit dem Prüfling ebenso und ermittelt daraus die Federhärte. Die sich ergebende Streuung der Federhärte (Standardabweichung) ist dann eine, mit der für den Einsatz gerechnet werden kann.
Das Bild rechts zeigt den verwendeten, einfachen Aufbau im IMETER-Messgerät (die Stahlfeder ist zwischen der Wägezelle und dem Lineartisch mittels Haken befestigt). Der Textblock unterhalb gibt das Ergebnis einer Beispielmessung wieder, so wie es vom IMPro generiert wird. Das Programm und ein Downloadlink sind am Ende dieser Seite abgedruckt.
|
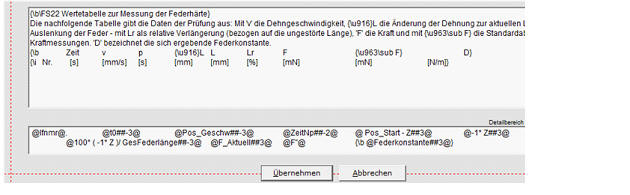
Wertetabelle zur Messung der Federhärte Die nachfolgende Tabelle gibt die Daten der Prüfung aus: Mit 'v' die Dehngeschwindigkeit, ΔL die Änderung der Dehnung zur aktuellen Lage, 'L' die jetzt absolute Auslenkung der Feder - mit Lr als relative Verlängerung (bezogen auf die ungestörte Länge), tp die Pausenzeit vor Ablesung der Kraft, 'F' die Kraft und mit σF die Standardabweichung aus 50 Kraftmessungen. 'D' bezeichnet die sich ergebende Federkonstante. Zeit v tp ΔL L Lr F σF D Nr. [s] [mm/s] [s] [mm] [mm] [%] [mN] [mN] [N/m] 1. 12,0 10,7 3,2 11,897 19,217 28,0 766,809 0,011 24,743 2. 17,8 3,85 0,47 -7,771 11,446 16,7 574,423 0,010 24,757 3. 29,1 7,89 3,5 37,441 48,887 71,1 1494,958 0,010 24,586 4. 35,5 5,73 2,1 -6,980 41,907 61,0 1322,709 0,002 24,678 5. 50,7 2,79 5,0 -20,554 21,353 31,1 817,527 0,005 24,578 6. 60,3 6,55 1,5 31,547 52,900 77,0 1593,736 0,015 24,605 7. 75,2 3,28 6,0 -19,388 33,512 48,7 1115,952 0,003 24,643 8. 85,4 10,5 4,3 24,981 58,493 85,1 1731,380 0,009 24,636 9. 94,0 8,25 3,2 -19,877 38,616 56,2 1240,820 0,009 24,680 10. 106 3,91 1,7 -26,357 12,259 17,8 593,270 0,015 24,568 11. 114 8,83 3,0 19,054 31,313 45,6 1063,387 0,005 24,673 12. 119 5,83 0,39 -10,037 21,276 31,0 816,039 0,011 24,644 13. 129 12,6 4,0 32,224 53,500 77,8 1608,524 0,010 24,593 14. 138 14,0 3,2 -33,227 20,273 29,5 790,712 0,011 24,613 15. 147 12,0 5,4 -15,701 4,572 6,65 401,901 0,010 24,763 16. 160 3,66 2,3 25,323 29,895 43,5 1029,233 0,011 24,773 17. 168 5,75 1,9 -21,528 8,367 12,2 497,445 0,012 24,702 18. 184 3,33 3,0 30,934 39,301 57,2 1259,674 0,009 24,640 19. 196 6,01 5,0 -21,799 17,502 25,5 722,792 0,005 24,629 20. 204 12,4 4,2 14,764 32,266 46,9 1086,725 0,004 24,650 21. 212 9,21 2,0 21,645 53,911 78,4 1618,946 0,017 24,589 22. 224 12,2 3,0 -39,499 14,412 21,0 646,253 0,008 24,626 23. 232 8,89 1,7 26,838 41,250 60,0 1307,510 0,014 24,639 24. 240 7,86 0,84 -33,700 7,550 11,0 476,916 0,025 24,647 25. 247 13,6 2,8 17,920 25,470 37,1 920,303 0,006 24,743
Ergebnisse der Messung Prüfling, Bezeichnung: "Testfeder1", Gewicht: 3,4854[g], Länge der ungespannten Feder: 68,743[mm] Geprüfter Elongationsbereich: 4,060[mm] bis 59,481[mm] Die Federhärte beträgt 24,656 ±0,0608[N/m], rel. Streuung: ±0,246% Minimalwert (10.): 24,568, Maximalwert (16.): 24,773 [N/m] Temperatur bei der Messung: zu Beginn 23,65[°C] am Ende 23,67[°C] ... |
Die Tabelle liest sich wie folgt (Zeile/Messung Nr. 1.): Die Feder wird mit der Geschwindigkeit v=10,7mm/s um ΔL=11,897mm auf Lr=28% Auslenkung gedehnt; nach tp=3,2 Sekunden wird die Kraft zu F±σF=766,809 ±0,011mN gemessen. Die Federhärte beträgt D=24,743N/m.
Das Diagramm rechts wird ebenfalls durch das IMPro erzeugt. Es zeigt die automatische Datenaufbereitung der freien Methoden. Null auf der X-Achse ist die Kontakthöhe der ungedehnten Feder in der Halterung. Weil der Lineartisch durch Bewegungen nach Unten die Feder dehnt, sind die Positionswerte negativ. Der Anfangsbereich (rot) ist nicht linear und die Steigung der Kraft-Weg-Kurve zeigt einen augenfälligen Achsenabschnitt, da die Federhärte bei geringer Elongation viel größer gewesen ist.
Beschreibung des Ablaufs und des IMPros
Das IMPro enthält einige praktische Feinheiten. Hervorzuheben ist, dass die Feder nach dem Einsetzen ein wenig gedehnt wird und dann auf eine Kontaktlast von 1mN (~0,1 Gramm) zurückbewegt wird. Das ist die Nullauslenkung; von hier aus wird die Feder durch das Programm erforscht, d.h. das Programm untersucht, wo der lineare Bereich anfängt und wie weit allenfalls gedehnt werden kann, bevor eine ansteigende Federhärte das Ende des Linearbereichs indiziert. Das Untersuchungsgebiet – sprich der Bereich, der dann für die Messung durch zufällige Positionierungen angesteuert werden kann – wird so exploriert.
In den Berechnungen tauchen einige Zeichen auf, die den Momentanwert für Position, Kraft/Gewicht und Temperatur bedeuten: F Kraft [mN] (mit Hochkomma zur Kennzeichnung F' für Mittelwerte, F'' für die Standardabweichung), W Wägewert [g], H[mm] die absolute Position des Lineartischs, Z[mm] die zum Bezugsniveau (Nullniveau) relative Position. t0, t1 Timer [s]. Neu ist die Verwendung von RND(x). Diese Funktion liefert eine Zufallszahl zwischen Null und x.
Wenn Sie sich bisher noch nicht mit der Programmierung auseinandergesetzt haben, mag dies eine gute Gelegenheit sein. Es finden sich für den recht einfach zu verstehenden Zusammenhang neue Elemente, die zur Modellierung eigener, spezifischer Methoden in anderen Bereichen hilfreich sein dürften. Berichtsfunktionen können auch in dezidierten Methoden-Programmen einfach eingesetzt werden und so ggf. weitere Mess/Prozessgrößen zu extrahieren.
|
Federhärte-meter (M12)
Description given with the Program: Präzisionsprüfung von Zugfedern <z.B. zur Herstellung von Federwaagen> Ab Release Nr. 5.6.024 (Die Versionsnummer wird in "Optionen/Info" angezeigt)
General hints: The Source Code of an IMETER measurement program (IMPro) consists of a sequence of statements that are executed line by line. To make the IMPro easier to understand, different elements are highlighted in the source code below: Commands, IF-Conditions, Loops and Line-Jumps, Defining Variables, Calculations, ⌨Variables that create a Menu item at Start-up (☞or latent menu items), External Component Action (⎙accessory, ☋closer and ☏farther devices), Comments and Hints, Info Messages, User Interaction or Input(☝). - Titles of Sub-Programs: SUB Program ,MENU-COMMAND - accessible by Toolbar/Menu during execution, AUTO-SUB - as periodic self-calling program part. The '•' or '#SubProgramName' means call of the SubProgram; Appearances of '@' denoting inline evaluations within a Text fragment. Some of the statements are pre-evaluated by the interpreter and can modify the representations in the data form, request additional information (for configuration) as well as the menu of the toolbar and the user interface during the run.
MAIN PROGRAM - Federhärte-meter - V.7.0.16
2. ——— '-- Messprogramm für lineare Zugfedern --' ————————————————————————— 3. ——— 'Automatische Bestimmung des linearen Bereiches' —————————————————————— 4. ——— 'Variationen der Zugstrecken, Geschwindigkeiten und Zwischenpausen!' ———————————— 5. [Textvariable] "Bezeichnung_der_Feder" = Testfeder1 Geben Sie bitte eine Bezeichung für den Prüfling ein. 6. [rel. Bewegstrecke] "gefahrlose_Dehnstrecke" = -10 [mm-rel] Um welche Strecke kann gedehnt werden, ohne die Feder zu beschädigen? 7. #Einsetzen des Prüfkörpers 8. #Ermittlung des Elongationsbereichs 9. #Messung der Feder
1a —×— SUB —×— ———————————————Einsetzen des Prüfkörpers—————————————————————— 2a #Konfiguration des Messaufbaus 3a ——— '- Einsetzen der Feder -' ———————————————————————————————— 4a Stage light: active 5a Z-MOVE: ⇳ "Starthöhe" v= 5,00 mm/s 6a #Sicher Tarieren 7a DIALOG: 'Setzen Sie den Prüfling '@Bezeichnung_der_Feder@' zwischen den Haken ein.' Confirmation: Keyboard or IMETER 8a [Berechnung g] "Probengewicht" = W' Gewicht des Prüflings 9a WEIGHING CELL: Tare 10a #Zum Kontakt anziehen 11a Stage light: off 12. ═════════════════════════════════════════ #Einsetzen des Prüfkörpers•|
1b —×— SUB —×— ———————————————Konfiguration des Messaufbaus——————————————————— 2b ——— '- Definition der Variablen -' —————————————————————————————— 3b [Zahlenangabe] "Anzahl_Einzelmessungen" = 25 [n] ... 4b [Kraftangabe] "KontaktStart" = 1 [mN] ~0.1g ⇒ Kraftniveau zur Indizierung der einhängenden Feder (kleiner Wert für feine Federn!) 5b [Absolute Höhe] "Starthöhe" = 63,5 [mm] bequeme lage zum einsetzten des Prüflings 6b [Zahlenangabe] "Aufbauhöhe" = 11,047 [n] Geometriekonstante der Spannvorrichtung - zur Ermittlung der Probenlänge 7b [Kraftangabe] "MaxKraft" = 2000 [mN] Sicherungsbegrenzung der Zugkraft 8. ═════════════════════════════════════════#Konfiguration des Messaufbaus•|
1c —×— SUB —×— ———————————————Zum Kontakt anziehen———————————————————————— 2c ——— '- auf sicheren Kontakt anziehen' ———————————————————————————— 3c Z-MOVE: 0,250 mm DOWN v= 2,50 mm/s 4c LOOP: one line back, max.100-times OR UNTIL "F - KontaktStart >0 mN" IS TRUE 5c Sicherungsauszug [mm-rel] = gefahrlose_Dehnstrecke *0,5 1/2 der sicherne Dehnung zum Kontakt festigen 6c Z-MOVE: ⇳ "Sicherungsauszug" v= 2,50 mm/s 7c Sicherungsauszug [mm-rel] = -1* Sicherungsauszug zurück 8c Z-MOVE: ⇳ "Sicherungsauszug" v= 2,50 mm/s 9c [10] Z-MOVE: 0,005 mm DOWN v= 2,50 mm/s 10c IF "F < KontaktStart" THEN: 1 Lines backward 11c [12] Z-MOVE: 0,005 mm UP v= 2,50 mm/s 12c IF "F > KontaktStart" THEN: 1 Lines backward 13c Set Z-Zero on actual Position 14c GesFederlänge [mm] = Hmax - Aufbauhöhe - H ⇒Die Federlänge ergibt sich aus dem Aufbau... 15. ══════════════════════════════════════════#Zum Kontakt anziehen••|
1d —×— SUB —×— ———————————————Ermittlung des Elongationsbereichs—————————————————— 2d ——— 'Automatisierte Kartierung der Feder' —————————————————————————— 3d ——— 'Ermittlung der Auslenkung bis zum Erreichen der 10-Fachen Kontaktauslösekraft' ——————— 4d [7] Z-MOVE: 0,150 mm DOWN v= 2,50 mm/s 5d IF "H<5 cm" THEN: End Program: Die Feder ist für das Messprogramm/den Aufbau ungeeignet (zu weich, zu lang)! 6d IF "0,3* MaxKraft < F " THEN: End Program: Die Feder ist für das Messprogramm/den Aufbau ungeeignet (zu hart, zu kurz)! 7d IF "F < 75* KontaktStart" THEN: 3 Lines backward 8d Inkrement_Elongation [mm-rel] = Z Die Strecke, die für eine gewisse Spannung sorgt 9d Z-MOVE: ⇳ "Inkrement_Elongation" v= 2,50 mm/s 10d LOOP: one line back, 2× repetition • • • • • • • • • • • • • • • • • • • • • • 11d ——— 'Die Feder hat anfangs - bis zum Proportionalbereich - eine größere Härte' —————————— 12d F_Start [mN] = F Kraft vor der Auslenkung 13d Z-MOVE: ⇳ "Inkrement_Elongation" v= 2,50 mm/s 14d F_DeltaA [mN] = F - F_Start Änderung der Kraft über die Auslenkung 15d ——— 'Auszug bis die Härtezunahme abflacht!' ———————————————————————— 16d -a- F_Start [mN] = F Kraft vor der Auslenkung 17d -|- F_DeltaB [mN] = F_DeltaA Vergleichswert 18d -|- Z-MOVE: ⇳ "Inkrement_Elongation" v= 2,50 mm/s 19d -|- F_DeltaA [mN] = F - F_Start Änderung der Kraft über die Auslenkung 20d -|- FORCE: 1-times 21d -|- IF "H<4 mm" THEN: End Program: Die Feder ist für das Messprogramm/den Aufbau ungeeignet (zu weich, zu lang)! 22d -|- IF "0,5* MaxKraft < F " THEN: End Program: Die Feder ist für das Messprogramm/den Aufbau ungeeignet (zu hart, zu kurz)! 23d -a- LOOP: to row 16 back, max.100-times OR UNTIL "F_DeltaB - 0,95* F_DeltaA <0 mN" IS TRUE 24d IF "last loop regular finished" THEN: End Program: Feder mit progressiver Härte??
26d Federkonstante [mN/mm] = abs( F_DeltaA / Inkrement_Elongation ) 27d min_ElongNiveau[ mm] = H Die unterste Position der Untersuchungsstrecke 28d minDehnung [mm] = Z *(-1) Format3 "Z" ist bei min.Kontaktkraft "0" - Alle Dehungen sind relativ zu dem NullNiveau negativ 29d Strecke_MinPos_bis_MaxF [mm] = Inkrement_Elongation *( MaxKraft - F ) / F_DeltaA theoret. Dehung (Weg) bis zur max.-Kraft 30d Inkrement_Elongation [mm-rel] = Strecke_MinPos_bis_MaxF / ( Anzahl_Einzelmessungen +1) 31d IF "H < Strecke_MinPos_bis_MaxF" DEFINE: 'Inkrement_Elongation = -1* H / ( Anzahl_Einzelmessungen +1) [mm-rel]' 32d JUMP 6 Lines forward
34d ——— 'Automatisierte Kartierung der Feder - mit Überlastsicherung (10%iger Zunahme von D)' ———— 35d -b- IF "Z > gefahrlose_Dehnstrecke " THEN: 2 Lines forward 36d -|- IF "100*( D_Aktuell - Federkonstante )/ D_Aktuell >50 [%]" THEN: 7 Lines forward 37d -|-[35] Federkonstante [mN/mm] = D_Aktuell (ggf. verwendung gleitender Mittelwerte) 38d -|-[32] F_Start [mN] = F Kraft vor der Auslenkung 39d -|- IF "H + Inkrement_Elongation <0,02 [mm]" THEN: 4 Lines forward 40d -|- Z-MOVE: ⇳ "Inkrement_Elongation" v= 2,50 mm/s 41d -|- FORCE: 1-times 42d -|- D_Aktuell [mN/mm] = ( F - F_Start )/ abs( Inkrement_Elongation ) 43d -b-[36] [39] LOOP: to row 35 back, max."Anzahl_Einzelmessungen"-times OR UNTIL "F - MaxKraft >0 mN" IS TRUE
45d max_ElongNiveau [mm] = H Die oberste Liftposition (max.Dehung) zur Prüfung 46d maxDehnung [mm] = Z *(-1) 47d [Textvariable] "_ElongBereich" = @minDehnung@ bis @maxDehnung@ 48d Z-MOVE: ⇳ "min_ElongNiveau" v= 10,5 mm/s 49. ═════════════════════════════════════════#Ermittlung des Elongationsbereichs•|
1e —×— SUB —×— ———————————————Messung der Feder————————————————————————— 2e ——— 'Temperatur aufzeichnen und Vorbereitung' ——————————————————————— 3e t0 start Timer 4e PrüfTemperaturA [°C] = T (die Federhärte ist temperaturabhängig) 5e D_min = 1E+99 Startwert der Variablen für den Minimumindex 6e ——— '- Die Prüfung -' ———————————————————————————————————— 7e Z-MOVE: ⇳ "Inkrement_Elongation" v= 2,50 mm/s 8e random break time: 0 to r5sec 9e F_Start [mN] = F' Kraft vor der Auslenkung 10e [36] lfnmr = lfnmr +1 zähler 11e Pos_Start [mm] = Z Ausgangslage vor Dehnung 12e [15] [16] ——— 'Zufallswerte für Auslenkung und Geschwindigkeit' ———————————————— 13e Pos_Elongation [mm] = min_ElongNiveau +RND( max_ElongNiveau - min_ElongNiveau ) Die 'zufällige' Strecke (Position zur Dehung) 14e Pos_Geschw [mm/s] = 1+RND(15) Die 'zufällige' Dehngeschwindigkeit (nicht unter 1mm/sec) 15e IF " abs( H - Pos_Elongation )/ Pos_Geschw <1 [s]" THEN: 3 Lines backward 16e IF " abs( H - Pos_Elongation )/ Pos_Geschw >12 [s]" THEN: 4 Lines backward 17e ƒ t1 starten 18e Z-MOVE: ⇳ "Pos_Elongation" v= "Pos_Geschw" mm/s 19e random break time: 0 to 5sec 20e FORCE: 1-times 21e ZeitNp [s] = t1 - abs( Pos_Start - Z )/ Pos_Geschw - 0,002 genaue Zeit nach der Positionierung 22e F_Aktuell [mN] = F' Kraft nach der Auslenkung 23e Federkonstante [mN/mm] = ( F_Aktuell - F_Start )/ ( Pos_Start - Z ) 24e F_Start [mN] = F_Aktuell Kraft vor der Auslenkung 25e ƒ Berichtsausgabe: - generates each time a new line of entries to the table - Wertetabelle zur Messung der Federhärte Die nachfolgende Tabelle gibt die Daten der Prüfung aus: Mit 'v' die Dehngeschwindigkeit, ΔL die Änderung der Dehnung zur aktuellen Lage, 'L' die jetzt absolute Auslenkung der Feder - mit Lr als relative Verlängerung (bezogen auf die ungestörte Länge), tp die Pausenzeit vor Ablesung der Kraft, 'F' die Kraft und mit σF die Standardabweichung aus 50 Kraftmessungen. 'D' bezeichnet die sich ergebende Federkonstante. Zeit v tp ΔL L Lr F σF D @lfnmr@. @t0##-3@ @Pos_Geschw##-3@ @ZeitNp##-2@ @ Pos_Start - Z##3@ @-1* Z##3@ @100* ( -1* Z )/ GesFederlänge##-3@ @F_Aktuell##3@ @F''@ @Federkonstante##3@ 26e ——— 'Extremwerten aufzeichnen' —————————————————————————————— 27e IF "D_max < Federkonstante" DEFINE: 'ii_max = lfnmr [n]' 28e IF "D_max < Federkonstante" DEFINE: 'D_max = Federkonstante [n]' 29e IF "D_min > Federkonstante" DEFINE: 'ii_min = lfnmr [n]' 30e IF "D_min > Federkonstante" DEFINE: 'D_min = Federkonstante [m]' 31e ——— 'Summationen zur Statistik' —————————————————————————————— 32e sum_D = sum_D + Federkonstante summation 33e ²sum_D = ²sum_D + ( Federkonstante )^2 summation 34e [Textvariable] "Statistik_MW&Stabw" = @ sum_D / lfnmr ##3@ ±@SQR(1/( lfnmr -1)* ( ²sum_D - ( sum_D ^2 / lfnmr )))#N/m#4@ Format3@ ±@SQR(1/( lfnmr -1)* ( ²sum_D - ( sum_D ^2 / lfnmr ))) summation 35e ——— 'Aktuelle Daten der Federhärte: @Statistik_MW&Stabw@' ————————————————— 36e IF "Anzahl_Einzelmessungen <> lfnmr" THEN: 26 Lines backward
38e PrüfTemperaturB [°C] = T (die Federhärte ist temperaturabhängig) 39e relStdAbw = 100* SQR(1/( lfnmr -1)* ( ²sum_D - ( sum_D ^2 / lfnmr ))) / ( sum_D / lfnmr ) 40e ƒ Berichtsausgabe: - generates each time a new line of entries to the table - Ergebnisse der Messung Prüfling, Bezeichnung: "@Bezeichnung_der_Feder@", Gewicht: @Probengewicht@, Länge der ungespannten Feder: @GesFederlänge@ Geprüfter Elongationsbereich: @_ElongBereich@ Die Federhärte beträgt @Statistik_MW&Stabw@, rel. Streuung: ±@relStdAbw##-3@%> Minimalwert (@ii_min@.): @D_min##3@, Maximalwert (@ii_max@.): @D_max##3@ [N/m] Temperatur bei der Messung: zu Beginn @PrüfTemperaturA@ am Ende @PrüfTemperaturB@ 42. ══════════════════════════════════════════#Messung der Feder••| 1f —×— SUB —×— ———————————————Sicher Tarieren——————————————————————————— 2f ——— '<Wägezelle auf stabiles "0" einstellen>' ————————————————————————— 4f LOOP: one line back, max.25-times OR UNTIL "|dW|=0 mg" IS TRUE 6f IF "last loop regular finished" THEN: 3 Lines backward 8. ══════════════════════════════════════════ #Sicher Tarieren•| 1g —×— SUB —×— ———————————————Ende der Messung————————————————————————— 2g ƒ Sprungziel bei Abbruch - ggf. erfolgt Ausführung ohne Rückfrage! 4g [Zahlenangabe] "²sum_D" = 0 [n] Zurücksetzen der Variablen (wg. Wiederholung) 5g [Zahlenangabe] "D_max" = 0 [n] Zurücksetzen der Variablen (wg. Wiederholung) 6g [Zahlenangabe] "lfnmr" = 0 [n] Zurücksetzen der Variablen (wg. Wiederholung) 7g [Zahlenangabe] "sum_D" = 0 [n] Zurücksetzen der Variablen (wg. Wiederholung) 8g [Zahlenangabe] "²sum_D" = 0 [n] Zurücksetzen der Variablen (wg. Wiederholung) 9g Z-MOVE: ⇳ "Starthöhe" v= 10,5 mm/s 11. ══════════════════════════════════════════#Ende der Messung••| |
Anpassungen am IMPro
Bezeichnung des Prüflings: In Zeile 5 den Namen ins IMPro schreiben oder mit "?" einen Dialog zur Namenseingabe mit der Ausführung des Programms erzwingen.
Aufbau: In Zeile 5b den absoluten Positionswert des Lineartischs angeben, bei dem die Probenhalter auf gleicher Höhe sind (Direktsteuerung verwenden!).
Federbereich: In Zeile 6 eine Auslenkung angegeben, die das Programm als Startwert für die Erforschung verwenden kann, ohne zu überdehnen. Entsprechend der Feinheit der Prüfung und der Feder die Maximalkraft begrenzen (Zeile 7b.) ggf. auch die Kontaktindikation verkleinern (4b).
Federlänge: Zum bequemen Einsetzen der Feder Zeile 5b im Unterprogramm den passenden Wert für die Startposition angeben. Eine Auslenkung angeben, die das Programm als Startwert für die Erforschung verwenden kann, ohne zu überdehnen.
Prüfzyklen: In Zeile 3b eine Zahl angeben - so viele Einzelmessungen werden ausgeführt und so viele Zeilen erhält dann die Wertetabelle.
Der Zufall: In den Zeilen 14e und 15e wird der Bereich definiert, über den die "Zufallsvariablen" für Auslenkung und Geschwindigkeit Werte annehmen können. "min_ElongNiveau +RND( max_ElongNiveau - min_ElongNiveau ) " liefert die absolute Liftposition zu im Unterprogramm "Ermittlung des Elongationsbereichs" gelernten Positionen. Die Deformationsgeschwindigkeit ist mit "1+RND(15)" angegeben - dieser Wertebereich kann unmittelbar geändert werden: wenn z.B. auch viel kleinere Geschwindigkeiten erlaubt werden sollen, ersetze man die "1" durch eine kleinere Zahl. Wichtig ist noch Zeile 16e und 17e zu beachten, um zu kurze oder zu schnelle Verformungen auszuschließen. Die Zufallspause (für Analysen der Einschwingproblematik aus der Datenwolke) könnte in Zeile 20e auch auf 0 oder einen Festwert gesetzt werden.
Der Bericht – Wertetabelle und Ergebnis: Der Bericht wird durch zwei Zeilen hervorgerufen: Zeile 26e erzeugt die Wertetabelle, Zeile 41e den Beitrag "Ergebnis". Im Editor für IMProe klicken Sie mit gedrückter Strg-Taste auf die Zeile und bekommen den Berichtsassistent angezeigt:
Nebst einer Anleitung bietet das Assistenzformular eine Auflistung der Variablen, die im IMPro erzeugt werden.
Um andere Daten für die Dokumentation der Messung zu extrahieren, können die Einträge frei erweitert und geändert werden. Aktuell findet sich für die formatierte Ausgabe des ersten Teils:
{\b\FS22 Ergebnisse der Messung}
Prüfling, Bezeichnung: "{\b @Bezeichnung_der_Feder@}", Gewicht: @Probengewicht@, Länge der ungespannten Feder: @GesFederlänge@
Geprüfter Elongationsbereich: @_ElongBereich@
{\b Die Federhärte beträgt @Statistik_MW&Stabw@, rel. Streuung: ±@relStdAbw##-3@%}<br< a="">> Minimalwert (@ii_min@.): @D_min##3@, Maximalwert (@ii_max@.): @D_max##3@ [N/m]
Temperatur bei der Messung: zu Beginn @PrüfTemperaturA@ am Ende @PrüfTemperaturB@
(Variable und Terme sind in "@" eingefasst. Nachgestellte '#' Zeichen bedeuten die Einheitenauszeichnung und Dezimal- bzw. Ergebnisstellen. Um drei Stellen ohne Einheitenangabe auszugeben: "##-3", um drei Dezimalen in der Einheit "Cd" anzugeben: "#Cd#3"). In den Feldern können RTF-Codes zur Formatierung der Ausgabe eingesetzt werden (Übersicht zu RTF-Formatierung); z.B. {\i\b kursiv und fett} führt im Bericht zu kursiv und Fett.
Systemelastizität: Präzisionsmessungen benötigen ggf. Erweiterungen. Zwar berücksichtigt IMETER die durch eine veränderliche Last an der Wägezelle verursachte elastische Auslenkung durch einen Eintrag in der Konfiguration und korrigiert so automatisch die Position, die Elastizität des Messaufbaus kommt jedoch hinzu! (Beispiel in der Methoden-Doku zu IMETER Methode Nr.20 "Auto-Gillmore", diese ist im Downloadbereich verfügbar).
Präzisionsmessungen: Die Temperatur bestimmt das E-Modul - mithin die Federhärte. Der Vorschlag ist, hier ein Doppelwand-Temperiergefäß (=>IMETER Standardgefäß für die Oberflächenspannungsmessung) zu verwenden und die Feder unter Öl bei verschiedenen Temperaturen zu messen.
Für die Bestimmung der Schwerebeschleunigung (Fallbeschleunigung), wofür exakte Federn prinzipiell eingesetzt werden können, sind zusätzlich zwei Sachverhalte zu bedenken: 1. Die im IMPro verwendete Kraft, Symbol F, wird mit der IMETER Systemvariable der Fallbeschleunigung g (in der Konfiguration; i.d.R. nach GRS80 für den Stationsort bestimmt) gemäß F=m*g berechnet! (d.h. F=W*g => das IMPro müsste also über den Wägewert, Symbol W, formuliert werden) -- 2. Es sollte nicht die Gesamtauslenkung einer mit einem Massestück ausgezogenen Feder passender Härte (was mit Auflösung bis unter 1µm möglich wäre), sondern die Kraft (Wägewert!) zur absoluten Auslenkung bestimmt werden. Das ist einfacher und präziser als ein extrem erschütterungsempfindlicher 'Seismometer'-Aufbau.
Mit dieser Methode steht also ein weiteres völlig skalierbares, transparentes, versteh- und veränderbares Werkzeug zur Verfügung, womit eben auch Werkzeuge für weitere Zwecke dargestellt werden können.
Download IMPro: ![]() Federhaerte-meter.zip (in das Verzeichnis "..\imeter\MessPrgs" zu entpacken).
Federhaerte-meter.zip (in das Verzeichnis "..\imeter\MessPrgs" zu entpacken).
Korrekturen im Review / PS:
11/2020: Herr Mag. Alexander Schatek (Fa. ICARUS) machte freundlicherweise auf einen Fehler aufmerksam (es wurde fälschlicherweise der Begriff 'Spiralfer' für die Schrauben-Zugfeder verwendet). Wir danken für die Hilfe.